Nykyaikaiset uudet energiaajoneuvot työskentelevät vähitellen ahkerasti suunnitteluprosessissa, joista auton sarven verkko on yksi niistä, perinteisellä metalliauton sarven verkolla on karkeat ulkonäkövaatimukset, ja silmävaatimukset eivät ole liian tiukkoja, joten jalostettu verkko on suhteellisen suuri, etäisyys on laaja, tällä prosessilla on alhaiset käsittelykustannukset, nopea nopeus, yksinkertainen henkilöstöjärjestely. Korkeat muotikustannukset saavat monet käsittelyvalmistajat odottamaan luumun sammuttamista janoon.
SesyövytysprosessiHyväksyy kemiallisen etsausnesteen prosessoinnin menetelmän, joka voi yhdistää leimaamisen ja laserin edut, ja käsitellä ultra-ohut materiaali tasaisella verkolla, ei uria, ei curlingia ja pystysuuntaista reikää. Auton sarven nettotuotteiden monimutkainen muoto voidaan myös syövyttää ilman lisäkustannuksia, sileitä ja yhtenäisiä ilman uria, ja tasaisuus ylläpidetään alle 0,02.
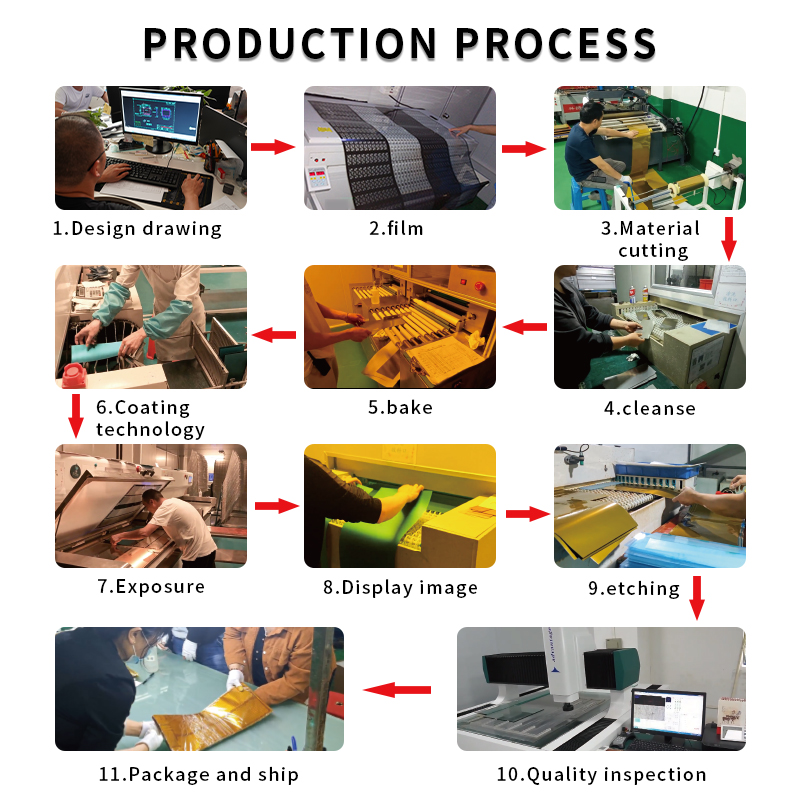
Ensimmäinen askel materiaalin määrittämiseksi ruostumaton teräs on yksi yleisesti käytetyistä materiaaleista, koska se on hyvä korroosionkestävyys ja lujuus, joka sopii auton sarven verkkopeitteen tuottamiseen. Auton sarven verkkopeitteen valmistettaessa metallisubstraatti on puhdistettava ensin perusteellisesti öljyn ja epäpuhtauksien poistamiseksi pinnalla ja sen varmistamiseksi seuraavan prosessin laadun. Seuraava vaihe on valoherkän musteen soveltaminen, kun substraatti on puhdistettu, valoherkän musteen kerros on levitettävä tasaisesti metallin pintaan, joka kovettuu valotusprosessin aikana suojakerroksen muodostamiseksi. Seuraava vaihe on valotus, jossa suunniteltu kalvo on asetettu valoherkällä musteella päällystetyn metallin molemmille puolille ja paljastaa ultraviolettivalo, joten kalvon kuvio siirretään metallin pintaan. Altistumisen jälkeen metallilevy on kehitetty ja epärehettynyt valoherkkä muste poistetaan, paljastaen taustalla olevan metalliosan ja valmistamalla sitä etsausta varten.
Seuraavaksi tulee kemiallinen korroosio, joka käyttää tiettyä kemiallista etsausliuosta metallin paljaan osan etsaamiseen halutun mesh -kuvion muodostamiseksi. Tämä prosessi saavuttaa erittäin tarkkuuden ja välttää laserin tai leimaamisen haitat. Se valmistuu yleensä ammattimaisella etsauslaitteella, ja koko todistusprosessisykli on noin 5–7 päivää. Viimeinen jauhamis- ja ruiskutusprosessi: valmistumisen jälkeenetsaus, on tarpeen kiillottaa verkkokansi Burrsin poistamiseksi ja ulkonäön laadun parantamiseksi; Sitten se ruiskutetaan korroosionkestävyyden ja estetiikan parantamiseksi.
Tieteen ja tekniikan edistymisen myötä kaiuttimien verkkokannen tuotantoprosessi kehittyy suuremman tarkkuuden, kevyemmän painon ja paremman ulkonäön suuntaan.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик